
- Capacity Customization: Flexibly Adapting to Experimental Scale
Multi-specification Coverage: Offers standard capacities of 2L, 5L, 10L, 20L, 50L, and supports non-standard capacity customization to meet the full-process needs from micro-reaction to pilot-scale production;
Material Adaptation: High borosilicate glass (transparent and visible for reaction observation) or 316L stainless steel (corrosion and pressure resistant for highly corrosive systems) is optional based on medium characteristics, with key contact surfaces adopting PTFE composite seals to ensure no leakage or contamination;
Space Optimization: Tailor-made external dimensions and installation methods according to laboratory layout, with integrated brackets equipped with universal wheels, balancing mobility and stability to improve space utilization.
- Temperature System: Precise Temperature Control and Safety Redundancy
Ultra-wide Temperature Range Customization: The conventional temperature control range is room temperature to 300℃, which can be upgraded to 600℃ high-temperature configuration, adopting double-layer jacket + vacuum insulation design with thermal conductivity as low as 0.018W/(m·K) and heating rate up to 3.2℃/min;
Intelligent Temperature Control Technology: Equipped with PID-Fuzzy composite algorithm automatic temperature control system, supporting temperature curve programming and data tracing, with multi-point temperature sensors to real-time monitor internal and jacket temperatures, avoiding local overheating;
Long-term Insulation Design: Adopts nano-aerogel insulation layer to achieve long-term constant temperature operation, reducing energy consumption, preventing scalding of operators, and improving experimental safety.
- Function Customization: Modular Integration for Complex Needs
Stirring System: Optional mechanical stirring or magnetic stirring with stepless speed adjustment from 20-1200rpm, matched with special impellers such as anchor type and paddle type, adapting to homogeneous/heterogeneous reaction systems and enhancing mass and heat transfer efficiency;
Pressure Control Module: The pressure feeding function supports precise feeding within 0.1-5MPa pressure range to avoid air entry; the automatic pressure relief valve adopts dual safety design, responding quickly to relieve pressure when overpressure occurs, combined with real-time pressure monitoring instruments to ensure high-pressure reaction safety;
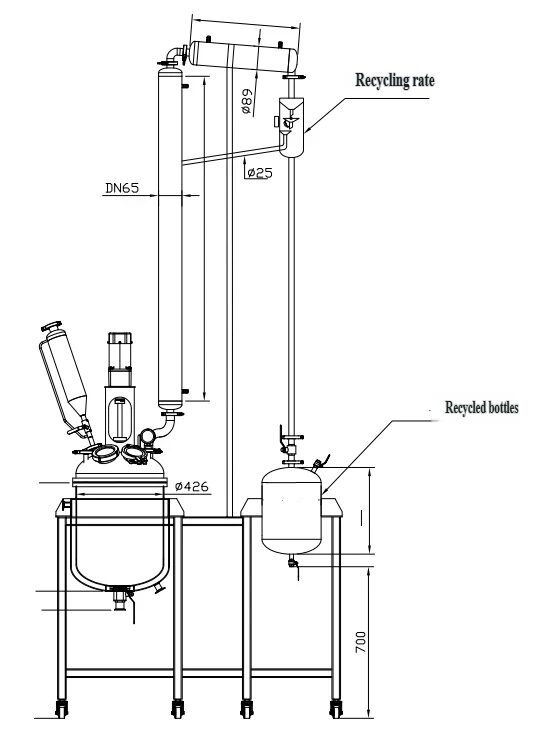
Distillation Separation Optimization: The reflux ratio adjustment range is continuously adjustable from 1:99 to 99:1, equipped with high-efficiency distillation column and PT100 high-precision temperature sensor to precisely control distillate purity and support efficient separation of difficult-to-separate components;
Personalized Expansion: Inert gas protection interface, online pH monitoring, condensation reflux device and other components can be added according to experimental needs, with reserved MES system data interface to meet the requirements of digital experimental management.